

联系我们

富士钨钢U83超粗粒合金专业生产厂家
更新时间:2024-12-28 14:21:02 浏览次数:10 公司名称:东莞 天强特殊钢有限公司
| 质量等级 | A级 |
|---|---|
| 是否厂家 | 是 |
| 产品材质 | 模具钢 |
| 产品品牌 | 天强 |
| 产品规格 | 齐全 |
| 发货城市 | 东莞 |
| 产品产地 | 东莞 |
| 加工定制 | 是 |
| 产品型号 | 钨钢 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业面,黑皮 |
| 外形尺寸 | 板材,圆钢 |
| 适用领域 | 机械制造,金属制品 |
| 是否进口 | 都有 |
| 质量认证 | 正品 |
| 工作温度 | 耐高温,耐磨 |
| 销售类型 | 现货 |
| 加工工艺 | 铸造,开条,平分,拉伸,焊接,热轧 |
| 仓库 | 储运库 |


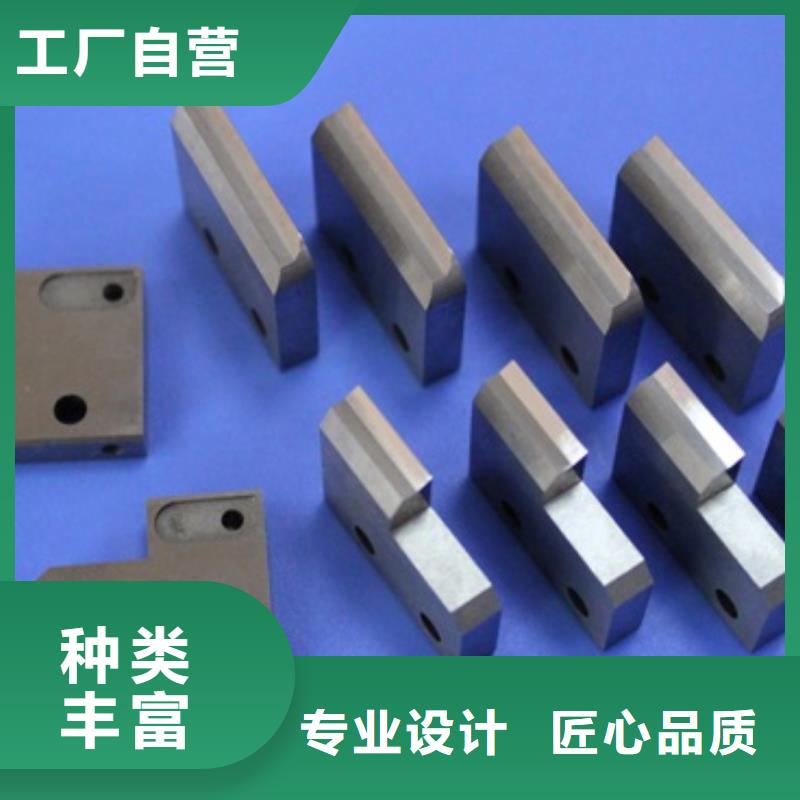

绥化富士钨钢U83超粗粒合金专业生产厂家

绥化天强特殊钢有限公司专营各种钢材,绥化圆棒,模具钢,绥化钨钢,不锈钢,冷扎板等,量大优惠。钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。钨钢,主要成分为碳化钨和钴,其占所有成分的99%,1%为其他金属,所以称作钨钢,又称为硬质合金,被认为是现代工业的牙齿。钨钢是至少含有一种金属碳化物组成的烧结复合材料。碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。碳化物组份(或相)的晶粒尺寸通常在0.2-10微米之间,碳化物晶粒使用金属粘结剂结合在一起。粘结金属一般是铁族金属,常用的是钴、镍。因此就有了钨钴合金、钨镍合金及钨钛钴合金。钨钢烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。
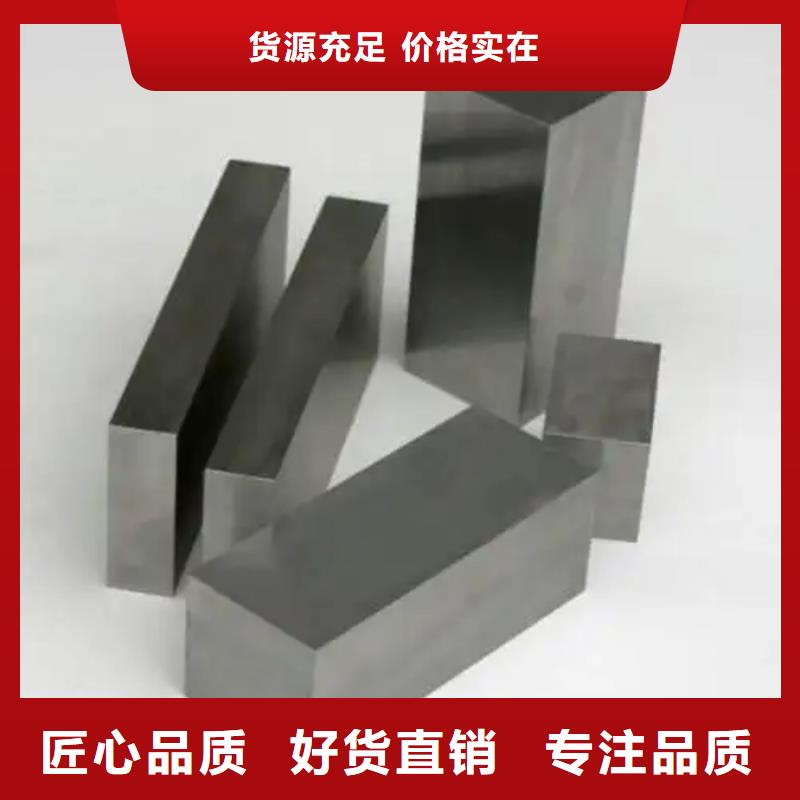
天强特殊钢(产品介绍):绥化天强特殊钢有限公司专营各种钢材,圆棒,绥化模具钢,钨钢,冷扎板,不锈钢,绥化透气钢等,量大优惠。钨钢的介绍:每一种金属材质都有自己的特点,而钨钢的硬度、强度都是不错的,有一些特殊的行业中还是需要使用到这样的专用金属材质。钨钢是硬质合金,所以其硬度高,也具有非常不错的耐磨性能和强度。而且钨钢本身的韧性好,具有耐腐蚀性,所以在一些恶劣环境中使用也可以保证其使用寿命,不容易出现磨损等。尤其是其高硬度、耐磨性也是其他金属不能相提并论的,即便是在高温环境中也可以保证不变形,而且在1000℃时还是可以保证非常高的硬度,所以作为热加工模具也是非常有保障的。现在一般车刀、钻头等也都是会使用到钨钢,因为其硬度高,切割能力非常强,可以直接切割铸铁、有色金属和塑料等,可以进行切割加工,而且性价比也有保障,可以保证较长的使用寿命。而且其也可以用来进行不同热加工模具的生产,耐热性能不错,而且也可以保证不变形等。
<绥化>天强特殊钢有限公司 天强特殊钢(产品介绍):
天强特殊钢(产品介绍):
绥化天强特殊钢有限公司专营各种钢材,圆棒,绥化模具钢,钨钢,冷扎板,不锈钢,绥化透气钢等,量大优惠。钨钢简介:含钨的钢材,比如高速钢和某些热作模具钢,钢材中含钨对钢材 硬度和耐热性能有很显著的提高,但是韧性会急剧下降。 硬质合金中主要成分为 碳化钨和钴,其占所有成分的99%,1%为其他金属,所以也被称作钨钢。 钨资源的主要应用也是硬质合金,也就是钨钢。硬质合金,被称为现代工业的牙齿,钨钢制品的使用程度非常广泛。 钨钢成分结构:钨钢烧结成型就是将 粉末压制成坯料,再进烧结炉加热到一定 温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。
 公司的加工部与专业热处理厂家服务配套,能从钢材胚料,精板加工到热处理一步到位,增加效率缩短生产周期。公司作为优质模具钢及硬质合金(钨钢)销售的市场倡导者,深知模具材料的质量及稳定性对模具制造的重要性,通过其严格的进货标准及先进的品质监测机智如超声波探伤、拉力测试、硬度测试等等。
公司的加工部与专业热处理厂家服务配套,能从钢材胚料,精板加工到热处理一步到位,增加效率缩短生产周期。公司作为优质模具钢及硬质合金(钨钢)销售的市场倡导者,深知模具材料的质量及稳定性对模具制造的重要性,通过其严格的进货标准及先进的品质监测机智如超声波探伤、拉力测试、硬度测试等等。

绥化天强特殊钢有限公司专营各种钢材,圆棒,模具钢,绥化钨钢,不锈钢,冷扎板等,量大优惠。绥化钨钢铣刀在进行顺铣时,钨钢铣刀刀片从 切屑厚度处开始切削。此举可通过降低热量和减弱加工淬硬趋势来莲避免抛光效果。应用 切屑厚度非常有利,并且切削力更容易将工件推入钨钢铣刀,以使钨钢铣刀刀片进行切削作用。钨钢铣刀在进行铣削时,断屑有时会粘接或焊接到切削刃上,并且会聚集到下一刃切削的起始周围。进行逆铣时,断屑比较容易被截留或楔入到刀片和工件之间,从而会导致刀片破裂。而进行顺铣时,同样的断屑会一分为二,从而不会损坏切削刃。无论机床、夹具和工件的要求如何,顺铣都是 方法。由于切削力在保持工件在下的同时易于推动刀片前进,从而使顺铣对加工过程具有一定的特殊要求。这就需要机床通过齿隙来处理工作台进给要求。如果将刀具推入工件中,进给量会无规则性增加,从而导致切屑厚度过大并会引起崩刃。应在此类应用场合中选择逆铣。另外,如果加工余量出现很大变化,此时选择逆铣更为有利。要想正确夹紧工件,必须要求有合适的夹具,同样对于作业则要求有正确的刀具尺寸。但是对于振动趋势,切削力方向则更为重要。